複雑なファサードでありがちなこと #1 「89°の曲げ金物」問題
今日は複雑なファサードでありがちな「89°の曲げ金物」問題から、
建築生産の仕組みとデジタルツールとが絡み合った話題をご紹介したいと思います。
建築生産における規格品と製作品
よく言われるように建築物というのは多くの場合、一品生産です。
多くの工業化工法が実践されてはいるものの、基礎から仕上げまで既製品を混ぜながらも個別に製作するものが多岐にわたります。
逆に、建物そのものが一品生産であっても、
部品の単位で見れば、多くのものは工業製品です。
個別製作品と規格品を比べると、規格化のメリットは
- 調達期間の短縮(製作の時間を待たず、在庫を買えばいい)
- スケールメリットによるコストの低下
- 予備資材や副資材の管理と転用が楽になる(共通のボルトや座金が使える)
などいろいろあります。
私たちの仕事でも、建物全体としてユニークな形態であっても、
ボルトや鋼材のレベルで見ればJISの規格になっていたりします。
複雑なファサードの場合
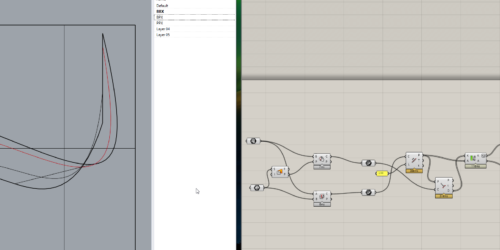
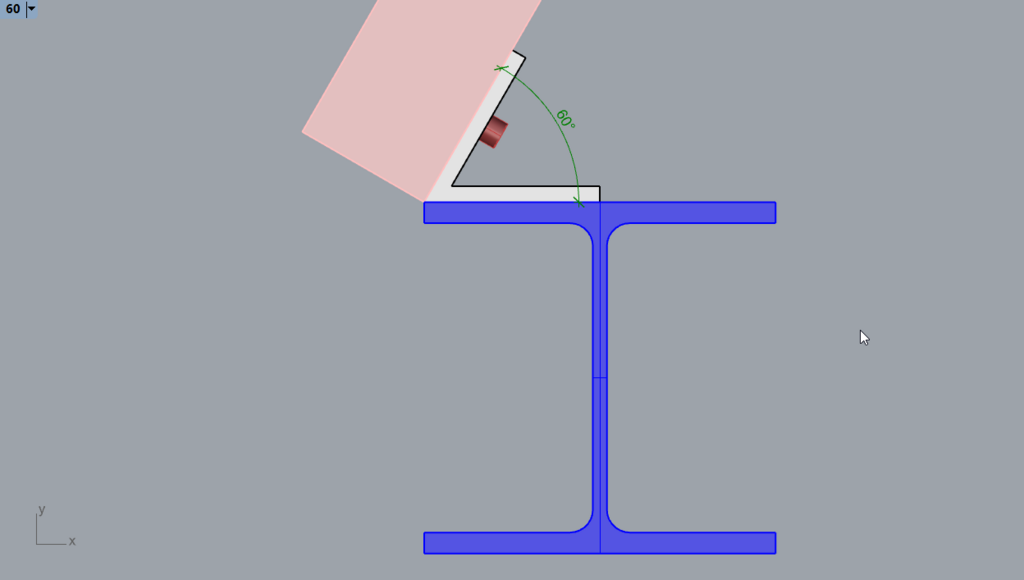
さて、様々な角度のついたファサードをモデリングしているシーンを想像してください。
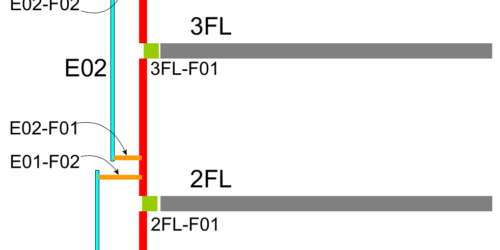
構造部材は規格品のH形鋼を使っていて、
外装のパネルを斜めにつけるため、
曲げ金物で角度の調整をしているとします。
みんな同じような角度なら良いのですが、
各所で角度がバラバラな場合は、
パラメトリックに金物を変化させて対応しようということになります。
角度が100種類ともなれば、やりきるのも大変です。
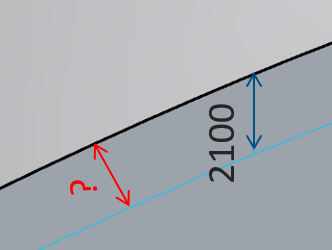
一方で、もしかするとこんな場所もあるかもしれません↓↓
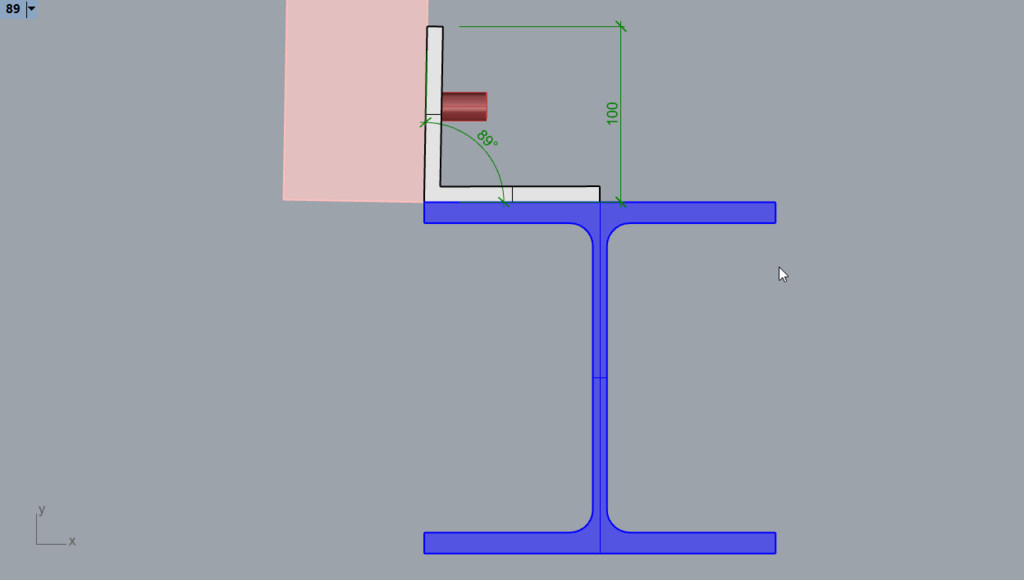
「いやぁ、90°ってことで何とかなりませんかね?」
仮に面材はそのままに、金物だけ90°であればどうなるかというと、
モデル上の干渉が2mm発生します。
これはどう扱うべきでしょうか?
製作誤差・施工誤差を考える
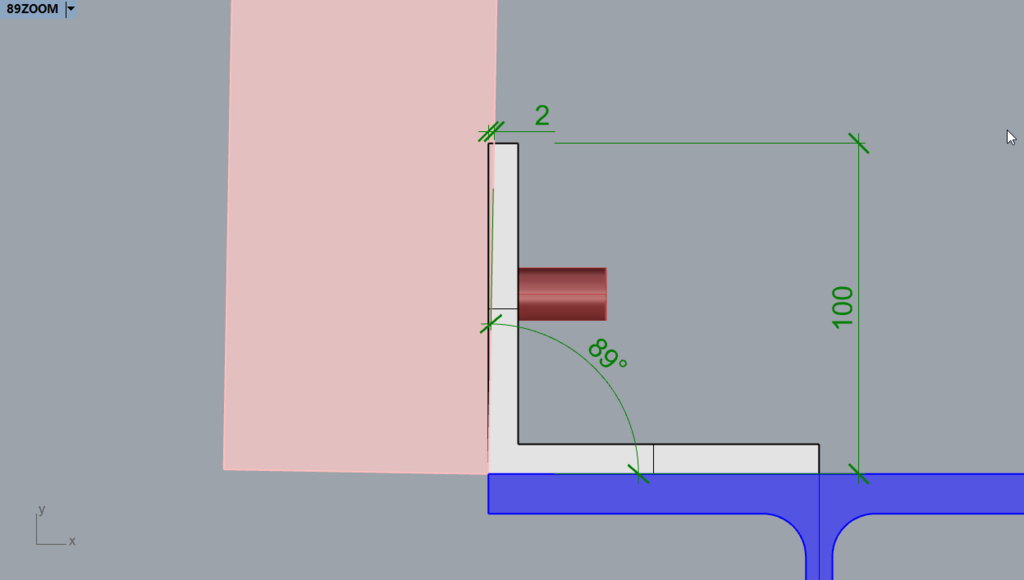
そもそもJIS材といえども製造上の公差は存在します。
このことも踏まえ、曲げ金物の先端で2mm程度であれば、
(冒頭で書いた規格品のメリットから言っても)
既製品のアングルを使いたいところです。
次に、この判断をパラメトリックにやっていくためには基準値が必要になります。
建築現場の精度は原則として距離・長さで管理されているので、
角度を読み替えましょう。
金物の一辺が100mmで共通だとすれば100×cosθで先端の振れ幅が出せます。
振れ幅の値の値域や分布の仕方を分析するところまではSyntegrateでやることができます。
そこから、
- 外装パネルの製品精度
- 躯体側H鋼の製品精度
- 鋼材の取り付け精度
- 見込まれている調整機構
などから許容されそうな振れ幅を決定するのは設計者や施工者のなかの生産設計担当の方になります。
現実的には、そこまでの苦労をして知恵を絞っても、
規格材に置き換えられるのは数か所という可能性もあります。
それゆえ、まず、ざっと振れ幅の値を眺めた段階で
「もし10㎜まで許容してくれれば曲げ金物のうち80%は既製品の加工でいける」
というようなあたりをつけることが大事になってきます。
意図した誤差のデジタルでの扱い
また、モデル上めり込みになる場合は、
干渉チェックに引っかかってしまうので適宜申し送りしておく必要があります。
モデル上、
「パラメトリックにモデリングしたうえで生産の合理化のために規格材に読み変えた個所」
を記録しておくというのもそれなりに手間がかかるので、
モデルの照査の手間をふまえると…
一律で製作を見込んでおくというのも一つの考え方です。
単体のモノの値段でいえば規格品のほうが製作品よりも安いですが、
そこに至るまでに間接費が膨らんでしまうとトータルのコストが下がりません。
BIMのオペレータの人件費も建物の原価のうちです。
そのほかの要素
「曲げ金物だと補強リブがいるから施工時に邪魔になりそう~水がたまる~」「面のなす角を金物の名称に自動割り当てしちゃっているから呼び寸法とモデルの実寸法が違っちゃう~」
などなどの要素を加味しつつ、「89°の曲げ金物」をどうするのか?
判断していくことになります。
こういうことを一緒に考えてくれる仲間、募集中です。
*2021/10/08タイトル更新